
Thread Taps Explained: Materials, Types, Standards, Coatings and Selection Guide
Thread taps are cutting tools used for internal thread machining in metal processing. They are widely applied in steel, stainless steel, aluminum, copper, and alloy materials. Proper selection of taps directly affects machining efficiency, thread accuracy, and tool life.
This article explains thread taps from five key aspects: material classification, flute types, standards, coatings, thread geometry, and drill size selection.
1. Tap Classification by Material
Tungsten Carbide Taps
Tungsten carbide taps offer extremely high hardness and wear resistance. They are suitable for high-precision machining and high-volume production, especially for difficult-to-machine materials.
High-Speed Steel (HSS) Taps
HSS taps are the most commonly used industrial taps.
- M2 / 6542 HSS: suitable for steel, stainless steel, copper, and aluminum alloys
- M35 (5% cobalt): improved heat resistance, better performance on stainless steel
- M42 (8% cobalt): higher hardness, ideal for stainless steel and tough materials
Carbon Steel Taps
Carbon steel taps are mainly used for hand tapping operations. They are low-cost and suitable for light-duty machining.

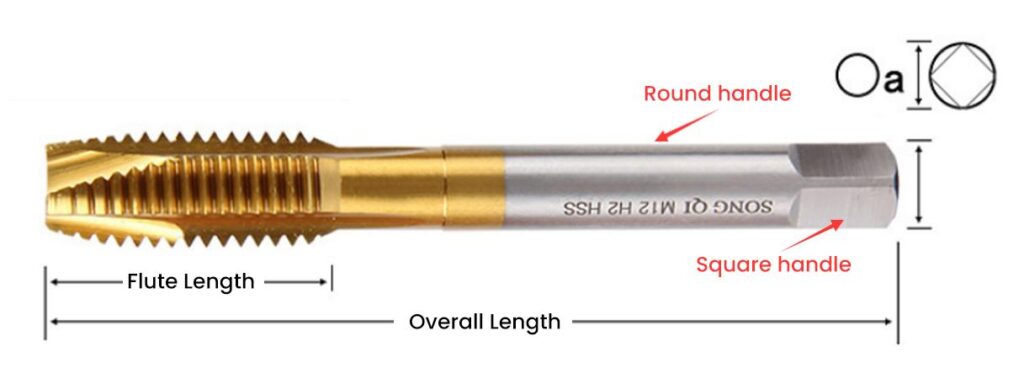
2. Tap Types by Flute Design
Straight Flute Taps
Suitable for general-purpose threading. Commonly used for short-chip materials and simple machining conditions.
Spiral Point Taps
Also called gun taps. They push chips forward and are ideal for through-hole threading.
Spiral Flute Taps
Designed for blind hole machining. They pull chips upward and improve chip evacuation.
Thread Forming Taps
These taps form threads without cutting chips. They are suitable for ductile materials such as aluminum and improve thread strength.

3. Thread Standards
Thread taps are manufactured according to different international standards:
- ISO metric standard
- JIS Japanese standard
- DIN standard (Germany)
- DIN 371 for M1–M10
- DIN 376 for M12 and above
- American standard (ANSI/UNC/UNF/NPT series)
Differences between standards are mainly in shank diameter, square drive size, and tool length. These variations may affect compatibility but do not significantly impact machining performance.
4. Tap Coatings
Coatings improve wear resistance and extend tool life.
- TiN coating (gold color): reduces friction and improves hardness
- Nitriding treatment (black-gray): increases surface hardness and durability
- Uncoated carbide taps: can be customized with advanced coatings if required

5. Thread Angle Types
Thread profiles differ by standard:
- Metric threads use 60° angle
- British standards (BSW, BSF, G, RC) use 55° angle
- American standards (UNC, UNF, NPT, NPTF) use 60° angle
Although pitch differs, many thread types have similar external appearance, making visual identification difficult.

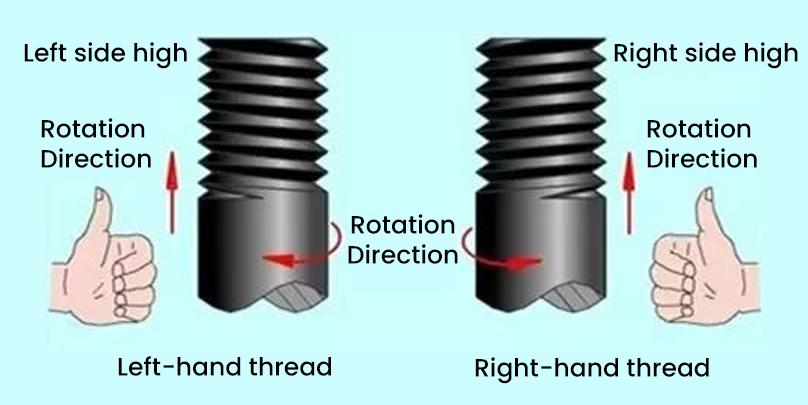
6. Right-Hand and Left-Hand Threads
Right-hand taps are the default and usually not marked. Left-hand taps must be marked with “LH” according to international standards.
Example:
- TR24×5 indicates right-hand
- TR24×4 LH indicates left-hand
7. Drill Size Selection for Tapping
Correct drill size is essential for thread accuracy.
For Cutting Taps
Formula: drill diameter = major diameter − pitch
Example:
M12 × 1.75
12 − 1.75 = 10.25
Recommended drill size: 10.2 mm
For Thread Forming Taps
Formula: drill diameter = major diameter − (pitch ÷ 2)
Example:
M12 × 1.75
12 − 0.875 = 11.125
Recommended drill size: 11.1 mm

8. Trapezoidal Taps (Tr Series)
Trapezoidal thread taps are commonly used for power transmission systems.
Standard material is 6542 (M2 HSS), while other materials are usually custom-made and often supplied without coating.
Examples:
- TR24×5 right-hand
- TR24×4 LH left-hand
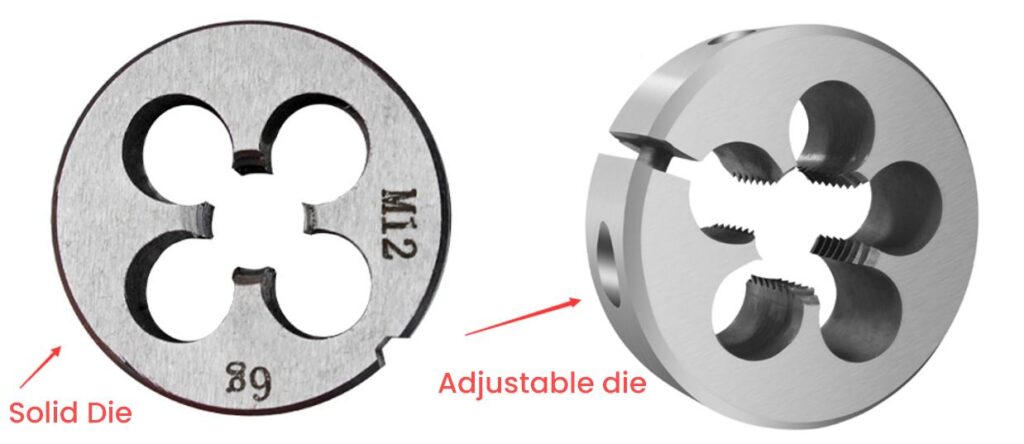
9. Taps vs Dies
Taps are used for internal thread machining (holes), while dies are used for external thread machining (rods).Common die materials include 9SiCr steel and high-speed steel (HSS), depending on application requirements.
Conclusion:
Thread taps are precision machining tools that require careful selection based on material, flute design, coating, and drilling parameters. Choosing the correct tap improves machining efficiency, ensures stable thread quality, and extends tool life in industrial production environments.


Add comment